
鍍鋅管的水壓試驗水壓試驗應在黑管進行,也可用渦流探傷代替水壓試驗。試驗壓力或渦流探傷對比試樣尺寸應符合GB 3092的規定。
鋼材力學性能是保證鋼材終使用性能(機械性能)的重要指標,它取決于鋼的化學成分和熱處理制度。在鋼管標準中,根據不同的使用要求,規定了拉伸性能(抗拉強度、屈服強度或屈服點、伸長率)以及硬度、韌性指標,還有用戶要求的高、低溫性能等。
鍍鋅鋼管壓槽的加工
1、用切割機將鋼管按需長度切割,切口應平整。
2、將需加工溝槽的鋼管架設在滾槽機上。
3、在鋼管上放置水平尺,用水平尺測平,使鋼管保持水平。
4、將鋼管端面與滾槽機止面貼緊,使鋼管中軸線與滾槽機止面垂直。
5、啟動滾槽機,徐徐壓下千斤頂,使上壓輪均勻滾壓鋼管至設定溝槽深度停機。
6、用游標卡尺檢查溝槽的深度和寬度,確認符合標準要求后,將千斤頂卸去荷載,取出鋼管。
DN20鍍鋅線管




鍍鋅管焊接過程中有燒損,電焊容易產生夾雜和氣孔。建議選用威歐丁204SI 硅青銅焊絲焊接,這個可以控制鋅燒損及煙霧的產生,焊接方式采用MAG,混合氣體保護或者純保護均可。
鍍鋅的東西焊接都會出現這個問題, 解決辦法有2個: 每道焊縫焊2遍或2遍以上,遍時焊接電流相對大一點。焊前把鍍鋅端需要焊掉。
DN20鍍鋅線管
這幾天遇到幾個同行在糾結這個問題,甚至連糾結都沒糾結,就直接給自己挖坑了。這里涉及到50303-2015的一個強條。
12.1.2 鋼導管不得采用對口熔焊連接;鍍鋅鋼導管或壁厚小于或等于2mm的鋼導管,不得采用套管熔焊連接。
對這個規范,有的同行理解不到位,說鍍鋅管不能套管焊接,沒說不能對口熔焊吧。這就是對規范本身不理解,而且不懂施工。前半句說的,鋼管是含鍍鋅鋼管的,所有鋼管都不允許對口熔焊,正常焊接是套管焊接,而后半句說的鍍鋅管或薄壁的套管焊接也不行。設計人員不了解這塊,如果設計成鍍鋅管又要求焊接,那就違反強條了。
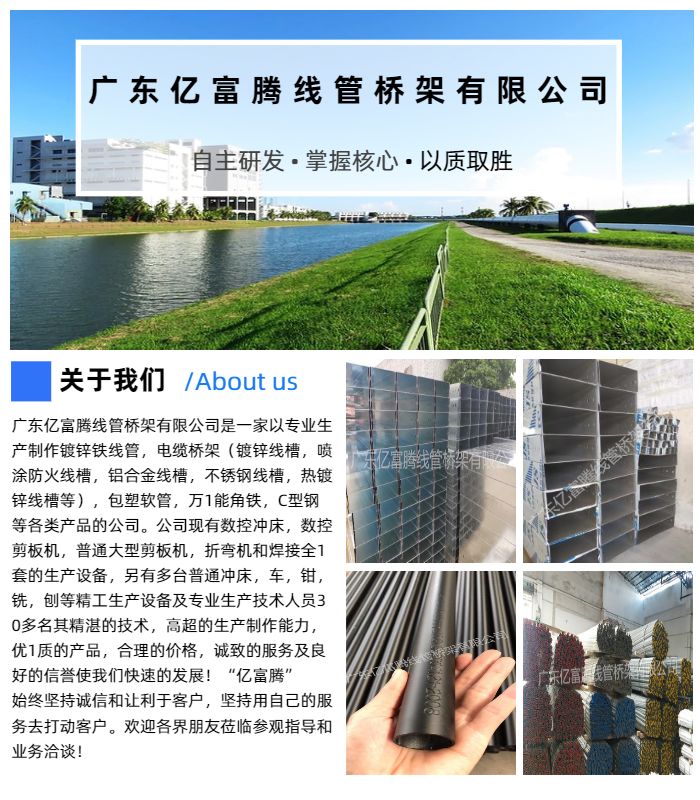
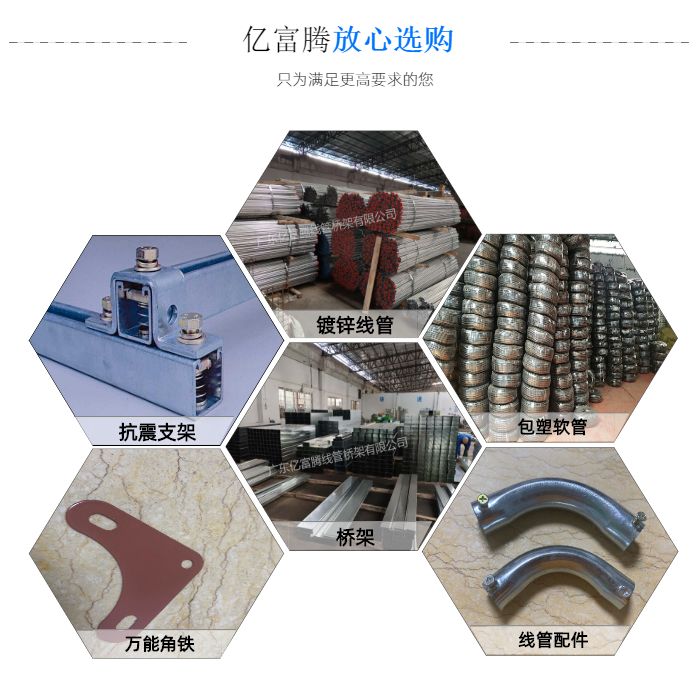
DN20鍍鋅線管 廣東億富騰線管橋架有限公司是一家以生產制作鍍鋅鐵線管,電纜橋架(鍍鋅線槽,噴涂防火線槽,鋁合金線槽,不銹鋼線槽,熱鍍鋅線槽等),包塑軟管,萬1能角鐵,C型鋼等各類產品的公司。DN20鍍鋅線管服務熱線。


 在線客服
在線客服 13302931408
13302931408 1058553806@qq.com
1058553806@qq.com


